铁铬铝电阻丝、电阻带的修理
关键词:铁铬铝,电阻丝,电阻带,修理,电炉丝,焊补,晶粒,螺距,炉内,Cr25Ni20,铣槽焊,钻孔焊,
铁铬铝电阻丝、电阻带的修理
焊补铁铬铝电阻丝、电阻带时一般采用电焊,因为电焊比气焊的速度快,而且可以限制元件的受热范围。在绕制、搬运或安装过程中发生断裂的电阻丝、电阻带,因元件尚未使用,其韧性仍然较好,即可依照前述的焊接方法进行焊补。修理已使用过的铁铬铝电阻丝、电阻带时,由于晶粒长大,塑性很低,不允许在冷态弯曲、拉伸或经受剧烈振动。若需整形或展开螺距时,必须加热进行。装卸元件的操作也要特别谨慎,最好能在炉内直接进行焊补。
采用电弧焊修补铁铬铝电阻丝、电阻带时,必须注意下列事项:
1)最好使用稀土铁铬铝焊条,其直径为∅3.2mm,焊接电流为90A?110A。若无铁铬铝焊条,也可采用Cr25Ni20焊条。
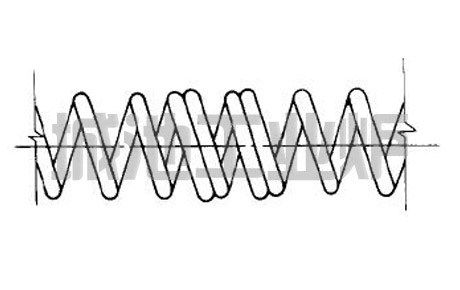
2)焊补电阻丝时,轻轻将两断头互相插合,然后再进行焊接。
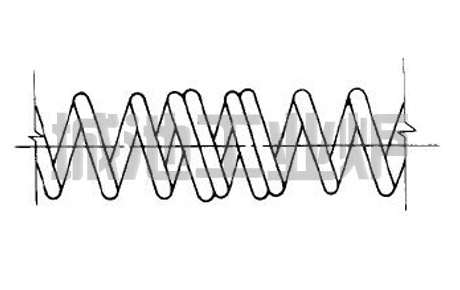
图 电阻丝断头插合焊补
3)如果电阻丝由于某种损坏原因不够长时,可在中间换补一段,但要注意相互间的材质、直径以及长度,焊补后必须检查电阻值。
4)焊补电阻丝时,同样可以采用铣槽焊、钻孔焊,也可采用铣槽冷压。
5)电阻带的焊补可以根据不同情况,采取多种多样的方式。
6)焊补时要注意连接处尽可能接触良好,且不能损伤交接处元件的截面和表面。元件若需调直和弯曲,都必须加热到暗樱红色方可进行,以防折断。
铁铬铝电阻丝、电阻带的修理:https://www.chenchr.com/repair_wire_belt.html
上一篇:镍铬电阻丝、电阻带的修理,下一篇:箱式回火炉使用说明书
铁铬铝电阻丝、电阻带的修理相关内容
-

扩大工业炉的均温区
-

改变电热元件的安装方法
-

控制炉内压力
-

电阻炉微机自动温度控制失效的现象与后果
-

关于二次淬火的一些建议
-

外热式浴炉的日常维护
-

工业炉日常维护的意义
-

电极盐浴炉紧急停炉
-

真空热处理炉的修理
-

阀门,水封和防爆盖的安装
-

电热辐射管的安装
-

加强板的焊接
-

电阻板整形
-

引出棒的焊补
-

连续炉砌筑材料准备
-

连续炉金属构架的修理
-

电极的改进和焊补
-
炉膛的修理材料准备
-

电极盐浴炉的修理
-

修砌井式渗碳炉搁砖和耐火管
-
井式炉炉墙的维修砌筑
-

高低温实验电炉维修保养
-

修理工业炉煤气管道注意事项
-

气氛与金属的化学反应
-

金属的塑性变形与再结晶
-
二元合金的结构与结晶
-
电热辐射管的常见故障排除
-

电热辐射管的使用和维修
-

电阻带辐射管的制作
-

波折式电阻丝辐射管的制作
-

单螺旋式电阻丝辐射管的制作
-
电热辐射管的类型
-
辐射管耐火管心和隔板
-
电炉丝电阻带常见故障排除
-

电炉丝、电阻带的维护保养
-
合金元件的使用操作维护
-

工业电炉电热合金元件的热修
-

箱式电阻炉修理/维修/大修
-

电阻板的修理
-
铁铬铝电阻丝、电阻带的修理
-

镍铬电阻丝、电阻带的修理
-
合金元件的修理
-

电热元件表面负荷
-
合金元件使用寿命
-
合金元件的代用
-

合金元件的选用
-

合金元件的安装
-

炉罐的修理
-
耐热钢浇注溫度
-

链板式输送带的修理
-

输送式炉输送网带的修理
-

液压推料机的修理
-

推杆式炉炉用机械的修理
-

炉门的修理
-

金属构架修理:常见故障排除
-
金属构架的修理
-

电热元件的安装
-

喷嘴砖的安装
-

锚固件的材料和布置
-

冷修
-
镍铬电炉丝
-
远红外辐射元件分类
-
电热合金
-
表面负荷
-
电热材料的分类和使用范围
-
电热材料的要求
-

耐热钢加工工艺性
-

工业炉配件储备
-
烘干室的修理内容
-

电弧炉的修理内容
-

冲天炉的修理内容
-

热处理电阻炉的修理内容
-

燃料加热炉的修理内容
-

工业炉修理的主要内容
-

工业炉修理的特点
-
工业炉修理复杂程度分类
-
箱式电阻炉操作规程
-
渗碳炉安全操作规程
-
箱式电阻炉炉衬结构的改进
-
台车炉的结构
-
高温箱式电阻炉的日常保养及维护
-

热风发生器工作原理
-
弹簧热处理
-

球墨铸铁正火退火热处理
-
箱式炉注意事项
-
辐射管加热器常见故障原因及排除方法
-
铁铬铝电炉丝主要技术性能
-
电热元件的连接
-
等温退火
-

完全退火
-

退火的定义及退火的分类
-
电热元件接头非正常性过热损坏
-
电炉
-

渗碳炉炉罐的使用与保养
-

淬火缺陷、原因及预防
-

台车炉使用注意事项
-
扩大工业炉的均温区
-
改变电热元件的安装方法
-
控制炉内压力
-
电阻炉微机自动温度控制失效的现象与后果
-
关于二次淬火的一些建议
-
外热式浴炉的日常维护
-
工业炉日常维护的意义
-
电极盐浴炉紧急停炉
-
真空热处理炉的修理
-
阀门,水封和防爆盖的安装
-
电热辐射管的安装
-
加强板的焊接
-
电阻板整形
-
引出棒的焊补
-
连续炉砌筑材料准备
-
连续炉金属构架的修理
-
电极的改进和焊补
-
炉膛的修理材料准备
-
电极盐浴炉的修理
-
修砌井式渗碳炉搁砖和耐火管
-
井式炉炉墙的维修砌筑
-
高低温实验电炉维修保养
-
修理工业炉煤气管道注意事项
-
气氛与金属的化学反应
-
金属的塑性变形与再结晶
-
二元合金的结构与结晶
-
电热辐射管的常见故障排除
-
电热辐射管的使用和维修
-
电阻带辐射管的制作
-
波折式电阻丝辐射管的制作
-
单螺旋式电阻丝辐射管的制作
-
电热辐射管的类型
-
辐射管耐火管心和隔板
-
电炉丝电阻带常见故障排除
-
电炉丝、电阻带的维护保养
-
合金元件的使用操作维护
-
工业电炉电热合金元件的热修
-
箱式电阻炉修理/维修/大修
-
电阻板的修理
-
铁铬铝电阻丝、电阻带的修理
-
镍铬电阻丝、电阻带的修理
-
合金元件的修理
-
电热元件表面负荷
-
合金元件使用寿命
-
合金元件的代用
-
合金元件的选用
-
合金元件的安装
-
炉罐的修理
-
耐热钢浇注溫度
-
链板式输送带的修理
-
输送式炉输送网带的修理
-
液压推料机的修理
-
推杆式炉炉用机械的修理
-
炉门的修理
-
金属构架修理:常见故障排除
-
金属构架的修理
-
电热元件的安装
-
喷嘴砖的安装
-
锚固件的材料和布置
-
冷修
-
镍铬电炉丝
-
远红外辐射元件分类
-
电热合金
-
表面负荷
-
电热材料的分类和使用范围
-
电热材料的要求
-
耐热钢加工工艺性
-
工业炉配件储备
-
烘干室的修理内容
-
电弧炉的修理内容
-
冲天炉的修理内容
-
热处理电阻炉的修理内容
-
燃料加热炉的修理内容
-
工业炉修理的主要内容
-
工业炉修理的特点
-
工业炉修理复杂程度分类
-
箱式电阻炉操作规程
-
渗碳炉安全操作规程
-
箱式电阻炉炉衬结构的改进
-
台车炉的结构
-
高温箱式电阻炉的日常保养及维护
-
热风发生器工作原理
-
弹簧热处理
-
球墨铸铁正火退火热处理
-
箱式炉注意事项
-
辐射管加热器常见故障原因及排除方法
-
铁铬铝电炉丝主要技术性能
-
电热元件的连接
-
等温退火
-
完全退火
-
退火的定义及退火的分类
-
电热元件接头非正常性过热损坏
-
电炉
-
渗碳炉炉罐的使用与保养
-
淬火缺陷、原因及预防
-
台车炉使用注意事项
城池工业炉
工业炉导航


联系信息
+(86) 0551-8776 6627
+(86) 138 6612 6226
hfchengchi@163.com
安徽·合肥·庐江·军二中路17号
www.chengchi.net
 皖公网安备 34012402000018号
皖公网安备 34012402000018号 工商网监
工商网监