炉罐的修理

关键词:炉罐,修理,耐热钢,铬锰氮,开裂,砂封槽,裂纹,底座,镍铬,渗碳,
炉罐的修理
刚铸造的耐热钢铸件,如有裂纹、冷隔以及掉砂、夹渣等的孔洞与缺陷,均应进行焊补。焊补时要将孔洞扩大烧透,方能焊牢。如孔洞较大,必须打贴补钉时,最好在两面开设坡口。如是炉罐,应先焊炉罐内壁,然后再焊外部。
铬锰氮炉罐在使用过程中产生开裂现象,对生产的影响最大,产生开裂的主要原因是:
1、升温和降温速度过急,没有按照工艺曲线升、降温。
2、砂封槽与炉罐壁垂直相交处最易产生横向裂纹,因为上下温差较大,即使做成圆角过渡,也很难避免。
3、炉罐和工件的全部质量几乎全部坐在底座上,由于接触面小,因此,炉罐底部也易变形开裂。
4、由于焊条与炉罐的成分不同,高温时焊缝处产生较大的应力,而导致开裂。
5、炉罐壁厚明显不均的过渡处,加热冷却时膨胀不一致,而产生纵向裂纹。
铬锰氮炉罐经一段时间使用后,是无法进行焊补的。
镍铬钢炉罐经使用后,其渗碳层有时深达6mm左右,焊补时由于变形收缩,即又自行开裂。如使用时间不长,在不得已的情况下,可以进行焊补,但必须注意下列事项:
1、炉罐的裂缝和损坏处应用机械方法或用电弧切割方法切除,然后清理干净。坡口及附近20mm处打光至无黑皮和任何杂质。
2、焊缝上的危险裂缝应先修好,以防止焊接中裂缝继续扩大。
3、采用直径∅4mm或∅5mm的焊条焊补,其电流强度应比焊接新炉罐时低10%左右。
4、焊补时仍采用逆向分段焊接法,如图所示,每段长度约一根焊条。
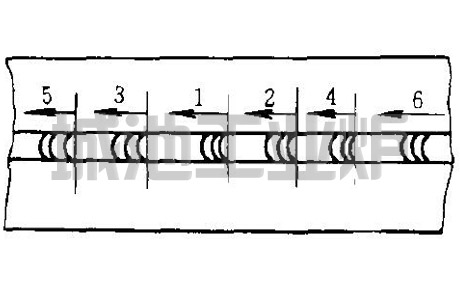
图 逆向分段焊接法焊接顺序
5、炉罐本体的裂缝较大,用电焊堆焊修补有困难时,可以用相同成分的耐热钢板铺在裂缝处进行焊补。
6、修理炉罐内部焊缝时,应将老焊缝铲除。焊补时要尽量避免与炉罐渗碳部分接触,以防止焊接时发生裂缝。
炉罐的修理:https://www.chenchr.com/repair_furnace_tank.html







城池工业炉
工业炉导航


联系信息
+(86) 0551-8776 6627
+(86) 138 6612 6226
hfchengchi@163.com
安徽·合肥·庐江·军二中路17号
www.chengchi.net
 皖公网安备 34012402000018号
皖公网安备 34012402000018号 工商网监
工商网监