液压推料机的修理
液压推料机的修理
液压推料机的液压系统主要由液压缸、液压泵、控制调节装置(如压力、流量及方向控制阀等)和辅助装置〔如油箱、滤油器、管道及管件等)4部分组成。
1、液压缸:液压缸的修理和振底式炉气缸的修理相同。
2、液压缸盖:液压缸盖内铜套、皮碗、皮碗压盖的修理和振底式炉气缸盖内铜套、皮碗、皮碗压盖的修理相同。
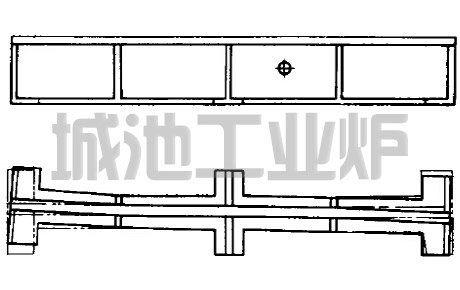
3、推料器、挡板和推料板:当向炉内推料盘时,挡板A点推着料盘,推料器回位时,液压缸活塞杆拉回推料器,推料器B点 被料盘压倒拉回原位。在B点处分层平焊,按图样加工到尺寸。用与挡板相同材料的电焊条焊A点,焊后用火焰表面退火,按图样加工到尺寸之后,对A 点处进行表面淬火。
推料板的修理方法与推料器的修理方法相同。
4、活塞杆:改进前的活塞杆,这种活塞杆换皮碗时很费时间改进后的活塞杆。这种活塞杆换皮碗很方便。只拿掉活塞杆头部销子,卸掉皮碗压盖,换上新皮碗,上好压盖和穿上活塞杆头部的销子即成。活塞杆外径划伤修理方法与振底炉活塞杆相同。
5、液压缸盖断螺栓的取出:断螺栓如露出零件表面,可加上垫圈1,然后在断头上焊上圆棒2,借助圆棒2将破断螺栓拧出。如果螺栓断 在螺孔内,可在断螺栓中做出六角内孔,然后用六角扳手拧出。亦可在断螺栓处,点焊一个六角螺母,再拧出来。
6、螺孔牙尖磨损的修复:在原螺孔处加大螺纹内孔,钻孔后并攻螺纹,怍一个双头螺柱,一头为大螺柱,另一头为小螺柱,大头拧入新的螺孔内。
7、工字形、槽形和圆形导轨:3种导轨各有不同的用途。工字形导轨用于正火炉内,承受大料盘滑动用。槽形导轨用于调质炉内,承受滑块滑动用。圆形导轨用于调质炉内,承受小料盘之用。导轨常出现变形、 裂纹甚至拉断现象。造成的原因主要是:
1)炉底塌陷,火焰直烧导轨。
2)导轨本身质量较差,在炉内受高温变形。
3)导轨连接处,螺孔位置高低不等,槽形导轨 中心滑槽宽,深度不均。
4)安装导轨时,接头高低不平或电炉内料盘掉下的零件卡料盘、卡滑块、卡导轨引起。
修复方法是将导轨加热到800℃?900℃,用设备或手工进行校正。对导轨的裂纹或破断处,可割出 坡口,分层平焊,焊条材料应和导轨材料相同。
上一篇:推杆式炉炉用机械的修理
下一篇:耐火泥的成分、技术参数及使用方法