搜索关键词: 处理
改进耐热钢构件节能

各种热处理炉,为了在高温下承载工件,随着炉温的高低和热处理工艺的不同,均采用了不同材质和不同结构形式的耐热钢构件,如炉罐、底板、导轨等。这些构件大都是铸件,较为笨重,因而蓄热量大,耗能高,严重影响了炉子热效率的提高,甚至有些炉子耐热钢构件的自重是该炉生产率的几倍。...
双工位一体式多功能淬火槽

双工位油水一体式多功能淬火槽主要用于热处理工件、实验室小型零件加热后的淬火冷却热处理。根据用户需求可以定制用于工业生产及实验室用型。槽体采用4mm工业 0Cr18Ni9 不锈钢板,耐腐蚀不生锈,使用寿命长,坚固耐用。...

模具制造技术现状及发展

造模具的传统制造工艺主要是仿形铣(靠模铣)和盐浴炉热处理,由于仿形铣的效率低,周期长、精度差,现已经逐渐被数控加工、电加工和真空热处理工艺所代替。这两种工艺方法(特别是高速数控加工和精密数控电火花加工)具有生产模具的精度和效率高,以及模膛的再现性好等优点,适于批量生产模具,并且技术也比较成熟,已成为现代模具制造的主要方法...
减少水冷损失

在这方面最明显的例子是辊底热处理炉的炉辊。当采用水冷炉辊时,冷却水带走的热量在总热支出项中约占1/3。改用耐热钢炉辊,如3Cr24Ni7SiNRJE或Cr25Ni20Si2成分的炉辊...

塑料模具钢大模块的预硬化处理
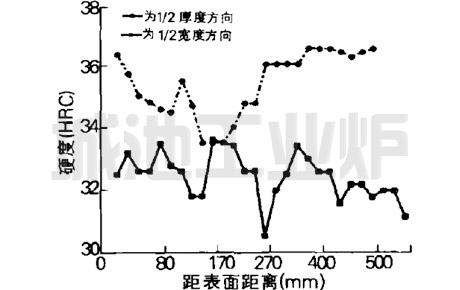
锻造模块经台车炉860℃加热,在46℃、15%UCONE水基淬火剂中冷却3h,后于560℃回火。检测模块的表面硬度为HRC30、32(锤击式布氏硬度计测试后换算),离长度700mm截面上,不论在1/2宽度或1/2厚度方向上的表心硬度差均在HRC3内(厚度方向采用HR-150DT电动洛氏硬度计测试,宽度方向采用HBE-3000布氏硬度计测试,再换算成洛氏硬度)。图为该P20钢大模块截面硬度分布曲线。...
炉口加保温盖
盐浴炉的热损失主要来自敞开的炉口表面辐射热。低温时,炉口表面的辐射热损失为炉壁的19.3倍;高温时则为79.3倍。为了减少炉口的热损失,可在炉口加一个用超轻质砖或耐火纤维制成的炉盖。盐浴炉加盖后...
采用微机控制

从70年代起,美国、日本等工业发达国家开始陆续在热处理炉及自动作业线上实现微机控制。80年代以来,我国在这方面也取得了许多成绩,主要的控制内容如下炉温的分段控制,较多的是采用数字PID控制,以达到较高的温度控制精度,并保证炉温分布的均匀性。...


 皖公网安备 34012402000018号
皖公网安备 34012402000018号 工商网监
工商网监