搜索关键词: 控制
控制炉内压力

炉膛压力变化与工业炉热负荷变化紧密相关,因此,必须根据炉子供热量的变化,及时调节炉膛压力,以尽量减少溢气和吸入冷空气。一般是将炉膛底部的压差控制为零,实现微正压操作。目前大多数工业炉,特别是中小型炉子不重视炉膛压力测量和调节,致使整个炉子处于负压操作,或大量外溢高温气体,据测定有的炉子这项热损失高达20%。...
脉冲供热
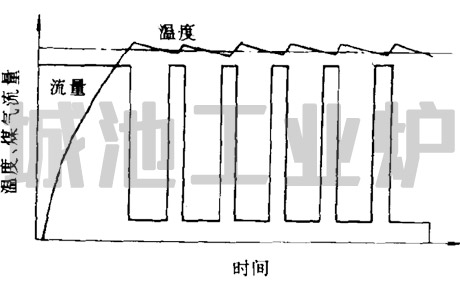
当工业炉温度需要向下调节时,往往采取关小供入烧嘴煤气量的办法,这种调节方式称为幅度调节。这时从烧嘴喷口流出的气体流速下降,导致炉内气体射流的引射作用减弱,火焰变短,炉温不均勻性增加,与工件间对流换热将随着气体流动速度的减小而降低。此外,由于每个烧嘴的煤气供入量偏离其最佳设计值太多,致使燃烧效率降低。如果采取另一种调节煤气供入量的办法...

介质浓度、温度的控制

UC0NE水基淬火剂的浓度、介质温度、搅拌速度均会对冷却性能产生影响,在实际生产中,必须对介质的浓度、温度实行监控,建立相应的制度。对于搅拌而言,一定的冷却系统对应一定的搅拌速度,不会有太大变动。为了加快大模块在高温区的冷却,可在模块入液起始20min内作上下窜动,使蒸汽膜、聚合物膜尽早破裂,进入核沸腾期。介质浓度。浓度为15%,允许偏差±1%,即...

采用微机控制

从70年代起,美国、日本等工业发达国家开始陆续在热处理炉及自动作业线上实现微机控制。80年代以来,我国在这方面也取得了许多成绩,主要的控制内容如下炉温的分段控制,较多的是采用数字PID控制,以达到较高的温度控制精度,并保证炉温分布的均匀性。...
集中上排烟节能

实践证明,采用集中上排烟,即在炉顶或炉墙上集中留一个或数个大排烟口,具有如下优点:进入排烟道的烟气温度比下排烟方案高250°C〜300°C,有利于余热充分回收,从而更便于提高空气预热温度。...

电极微机自动调节器

电极微机自动调节器能迅速准确平稳地自动控制电极升降,调整电弧长度,达到自动控制电弧功率。而且系统控制精度高,电流稳定,故障率低,热停时间少,缩短了冶炼时间,降低了电极消耗,并减少对电网负荷冲击。...


 皖公网安备 34012402000018号
皖公网安备 34012402000018号 工商网监
工商网监