搜索关键词: 熔化

提高感应电炉单位功率

对于容量一定的感应电炉,单位功率增大以后,熔化速度加快,熔炼周期缩短,总的能量损失减少,因而单位电耗得以降低。目前国外感应炉厂家根据企业运行实践,已将5t以下感应炉的单位功率普遍提高到...
选择最佳熔炼曲线
生产实践表明,采用高温熔化、氧化、中温还原,有利于优质高产低消耗。正确选择冶炼过程中的电力曲线,是保证理想工艺温度的有效措施,是节电的重要途径。由于炉型、钢水成分、工艺温度等不同,不能采用统一模式的熔炼曲线,而要通过计算或试验找出最佳熔炼曲线。...
大功率或超高功率熔炼

提高电弧炉单位容量的输入功率是当前国外发展的趋势。据国外报导,大功率和超高功率可分别节电12%和24%。超高功率熔炼就是增加单位时间内输入的电能,即每吨钢配备的变压器容量比普通电弧炉高出一倍左右。采用高功率熔炼后升温快,缩短冶炼时间,各项损失相应减少。...
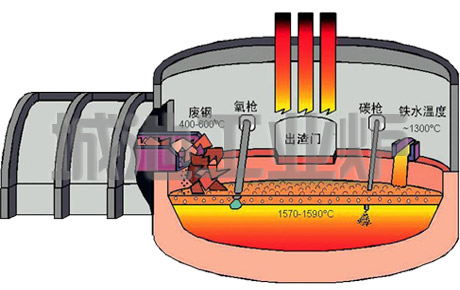
助熔烧嘴
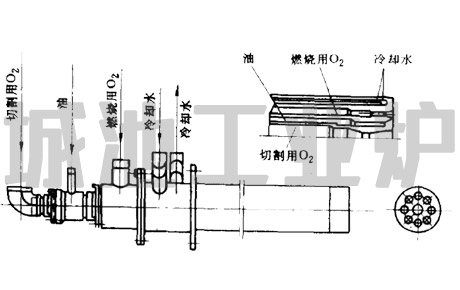
电弧炉熔化期占整个冶炼时间的65%左右,其电能消耗大约占80%。为缩短冶炼时间,降低电耗,国外大多采用氧燃烧嘴助熔技术。通常氧燃烧嘴布置在电炉的3个冷区,加速了废钢的熔化,改善了炉内温度分布,提高了热效率。实践证明,氧燃烧嘴可提高生产率15%左右,电耗下降10%,是电弧炉不可缺少的节电设备。...
城池工业炉
工业炉导航


联系信息
+(86) 0551-8776 6627
+(86) 138 6612 6226
hfchengchi@163.com
安徽·合肥·庐江·军二中路17号
www.chengchi.net
 皖公网安备 34012402000018号
皖公网安备 34012402000018号 工商网监
工商网监