搜索关键词: 电弧炉
大功率或超高功率熔炼

提高电弧炉单位容量的输入功率是当前国外发展的趋势。据国外报导,大功率和超高功率可分别节电12%和24%。超高功率熔炼就是增加单位时间内输入的电能,即每吨钢配备的变压器容量比普通电弧炉高出一倍左右。采用高功率熔炼后升温快,缩短冶炼时间,各项损失相应减少。...
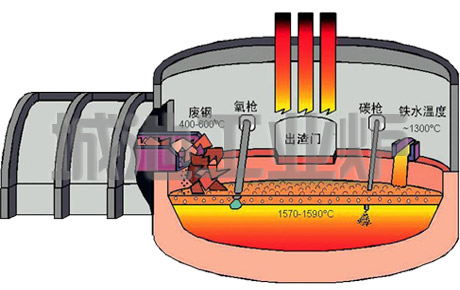
助熔烧嘴
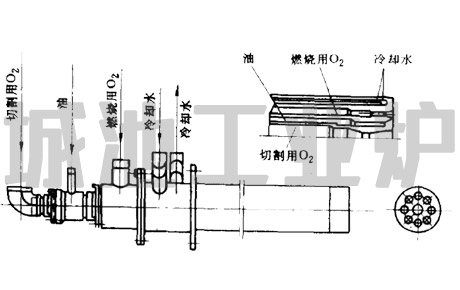
电弧炉熔化期占整个冶炼时间的65%左右,其电能消耗大约占80%。为缩短冶炼时间,降低电耗,国外大多采用氧燃烧嘴助熔技术。通常氧燃烧嘴布置在电炉的3个冷区,加速了废钢的熔化,改善了炉内温度分布,提高了热效率。实践证明,氧燃烧嘴可提高生产率15%左右,电耗下降10%,是电弧炉不可缺少的节电设备。...
电极微机自动调节器

电极微机自动调节器能迅速准确平稳地自动控制电极升降,调整电弧长度,达到自动控制电弧功率。而且系统控制精度高,电流稳定,故障率低,热停时间少,缩短了冶炼时间,降低了电极消耗,并减少对电网负荷冲击。...
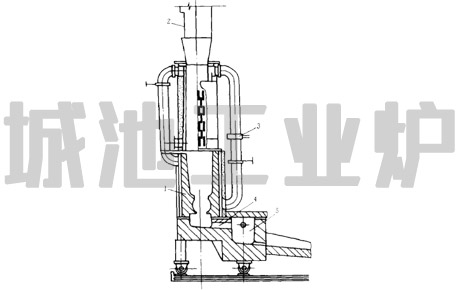
废钢预热技术
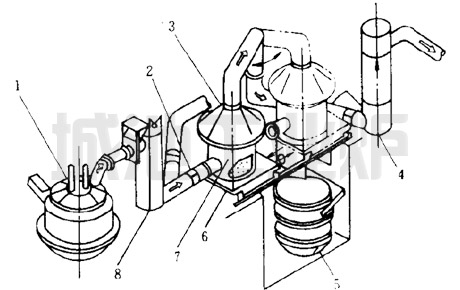
利用电炉炉顶排出的烟气余热对废钢进行预热,使原来的无效热变为有效热,可进一步提高热效率,从而降低了电耗。一般可预热到350℃〜500℃,可节电50kW•h/t。目前,常用炉料预热设备有3种,如图所示。...
大截面水冷电缆

大截面水冷电缆吸收了国外先进技术,导线绞缆成股,各股线与铜连接采用一次压接工艺,电缆两端为平面接头,减少接触电阻;各股缆线用软绝缘材料隔开,避免相互摩擦,电缆寿命可延长2〜3倍。它可充分发挥变压器能力,提高变压器输出功率10%。采用大截面水冷电缆可节电2%〜5%。...
电炉正确布料
装料密实不仅能提高装载量,减少装炉次数,还能增加炉料的电导率,使电弧稳定,缩短熔化期,降低熔化期电耗。为使炉料装得密实,大、中、小炉料应具有一定的比例。例如,对5t电弧炉,小于10kg为小料,10kg〜50kg为中料,大于50kg为大块料。其合理配比一般是:小料为15〜25%、中料为40%〜45%、大料为35%〜45%。...


 皖公网安备 34012402000018号
皖公网安备 34012402000018号 工商网监
工商网监