热处理
2025-05-12 10:50:42
509
铁铬铝电热元件焊接电炉丝电阻丝铁素体晶粒氩弧焊铁铬铝焊条气焊不锈钢脱碳电热合金铁铬铝元件高温

铁铬铝合金的金相组织是单相铁素体,在高温焊接后,焊口附近由于受髙温而晶粒粗大,塑性降低,容易脆断,这一情况无法用热处理方法恢复。在焊接时要求快速焊接,以防止过热并...
热处理
2025-05-12 10:50:59
465
引出棒断面积元件温度电阻丝搭焊载流量直径镀铜镀锡渗铝导电性
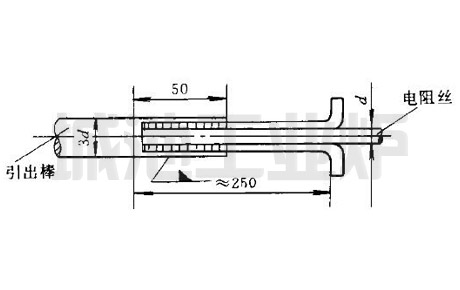
引出棒的断面积要大于或等于元件断面积的3倍,以降低引出棒温度、减少热量损失和便于连接电源线。焊接面积应大于元件断面积。一般引出棒直径的选用见表。...
热处理
2025-05-11 19:03:28
441
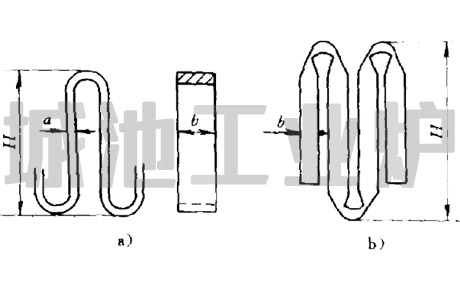
合金元件电阻丝电阻带电阻板螺旋波纹三角形电热元件

合金元件的制造过程基本上包括电阻丝带的绕制或弯曲、焊接和安装。为了提高电阻板的抗渗碳能 力,往往还必须涂釉。合金元件的结构是多种多样的,最常见的是电阻丝制成螺旋形,...
热处理
2025-05-12 10:50:59
431
电阻丝电炉丝螺旋材料螺径节距螺旋直径铁铬铝镍铬直径绕丝
绕制前要检査电阻丝的材质、直径和电阻值是否符合图样要求,表面不能有裂纹、锈蚀等缺陷。电阻丝的绕制分手工绕制、夹具绕制和机器自动绕制3种。1、手工绕制当绕制直径的电阻丝...
热处理
2025-05-12 10:50:59
427
工业电炉合金元件电热电炉电阻丝引出棒绕制铣槽焊钻孔焊搭焊铁铬铝焊接
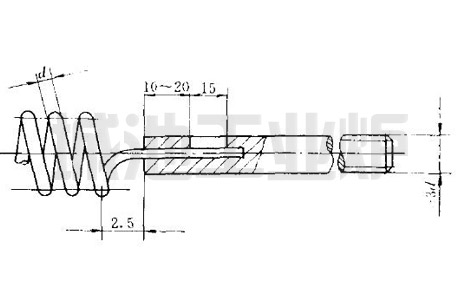
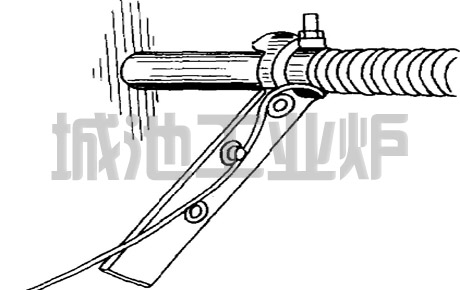
工业电炉电阻丝与引出棒的连接有:绕制法:按引出棒的螺纹底径绕成螺旋,再顺着引出棒螺纹旋进去。它适用于丝径d<0.3mm。铣槽冷压法:在引出棒上铣一个槽口,槽宽为1.5d,将螺旋...
热处理
2025-05-12 10:50:42
335
镍铬合金元件焊接铁铬铝电阻丝气焊裂纹烧损夹渣变形角焊电炉丝
镍铬合金的焊接性能比铁铬铝为好,一般采用气焊,镍铬电阻丝作焊丝。气焊的关键与焊接铁铬铝时一样,是要掌握好火焰和温度。气焊时宜采用中性焰或轻微碳化焰,因为碳化焰会产...
热处理知识
2022-06-23 13:58:29
247
电阻炉微机自动温度控制失效热电偶功率晶闸管传感器断偶断硅通硅电阻丝断丝

电阻炉微机自动温度控制系统主要由主机、温度传感器(热电偶)、功率调整执行机构(晶闸管)及人机接口等组成。为了达到最佳的控制效果,不仅需要优良的控制软件,同时也需要...
热处理知识
2023-02-25 09:27:50
29
工业炉均温区炉口炉门密封炉膛温差加热箱式电阻炉箱式电阻炉电阻丝节距风扇对流

由于炉口、炉门处密封不严,散热量较大,其温度要比炉膛中心低30℃〜60°C。如果被加热工件的温差范围要求控制在±10℃时,则零件加热区域就势必要缩小。扩大均温区的具体方法有:...
热处理知识
2023-02-24 10:03:58
26
元件安装方法电热元件螺旋电阻丝电阻带表带瓷管炉墙炉底炉口节距温差升温辐射
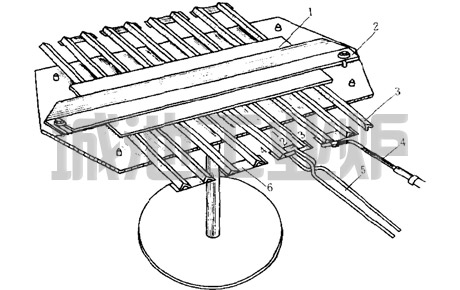
将螺旋式的电阻丝改为电阻带,绕成表带式,如图所示。用瓷管穿挂于炉墙两侧,炉底则平卧安放,靠在炉口处节距减小。这样,可大大改善散热条件,温差明显减小,升温时间显著缩短。...


 皖公网安备 34012402000018号
皖公网安备 34012402000018号 工商网监
工商网监