热处理知识
2023-02-18 18:47:50
35
密封炉体密封性热处理电阻炉炉门炉盖热电偶辐射热损失渗碳炉

现有各种热处理电阻炉的炉门、炉盖、热电偶及电热元件引出孔等处的密封性均比较差,容易散失.热量;而空气则通过密封不良的缝隙侵入炉内,上下造成“对流”就会使炉温降低。据有关资料介绍...
热处理知识
2023-02-16 18:40:45
24
流态床炉节能流态床流态炉热处理炉膛加热冷却电阻炉盐浴炉空气升温
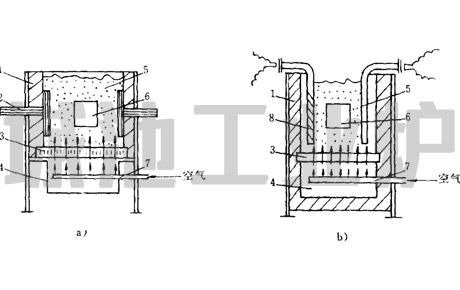
流态床炉是以流态化为基础,结合热处理应用发展的新型炉。在耐热炉体的底部安放多孔布风板,气体通过布风板进入炉膛,使炉内固体粒子形成流态层。工件在流态层中加热、冷却或进行化学热处理。电加热流态床炉如图所示。...
箱式炉
2022-11-30 17:55:06
1008
箱式电阻炉厢式炉箱式炉箱式燃气炉箱式加热炉箱式高温炉箱式电炉热处理炉管式炉坩埚炉马弗炉箱式马弗炉箱式气氛炉箱式退火炉热处理电炉工业炉

箱式电阻炉是使用最为广泛和基础的炉型,箱式电阻炉主要供合金钢制品、各种金属机件正火、淬火、退火、烧结、回火、加热等热处理用途。广泛用于陶瓷、冶金、电子、玻璃、化工、机...
热处理知识
2022-10-16 16:39:48
230
工业炉标准井式电阻炉退火炉浴炉感应炉台车式箱式淬火电子枪感应燃料试验烘干炉电阻炉加热器加热器辐射熔化微波气氛电弧炉等离子加热

工业炉行业标准有GB 5959.5-2014 电热装置的安全GB/T 10067.4-2005 电热装置基本技术条件GB/T 5959.11-2016 采 电热装置的安全...
淬火槽
2022-10-08 10:42:39
913
实验叉车快速淬火炉加热炉淬火槽升降搅拌箱式电阻炉叉车炉多功能淬火槽快速叉车淬火槽实验淬火炉实验叉车炉快速淬火炉

实验叉车式快速淬火炉叉车式快速淬火炉主要应用于实验室环境下的铝合金、钢材等金属工件进行快速淬火、固溶等热处理之用,目前在在航空、航天、汽车、科研、大专院校、机械制造、...
热处理知识
2022-06-23 13:58:29
246
电阻炉微机自动温度控制失效热电偶功率晶闸管传感器断偶断硅通硅电阻丝断丝

电阻炉微机自动温度控制系统主要由主机、温度传感器(热电偶)、功率调整执行机构(晶闸管)及人机接口等组成。为了达到最佳的控制效果,不仅需要优良的控制软件,同时也需要...
热处理知识
2022-06-15 14:21:27
356
电阻炉热电偶渗碳气氛补偿导线风扇轴炉罐砂封引出棒循环风机炉门炉膛风机循环变压器老化密封炉衬功率碳黑电热元件

电阻炉升温太慢或达不到最高工作温度,炉膛温度不均,温差较大,炉子密封性 差,工件氧化脱 碳严重,影响工 件加热质量。温度控制失 灵,造成工件超 温或炉温偏低...
热处理知识
2022-05-12 09:45:13
379
电炉炉盖升降炉门气氛缓冷冷却淬火等温料架轨道冷却室冷却槽多用炉炉膛砂封槽箱式电炉电阻炉
大型电炉可以用电动或气动、液压开闭炉门,电加热元件一般可以在炉膛内左右侧墙上及底面上布置,为了得到良好的热场,最好在护顶上也布置电加热元件,因为炉内工件一般堆放高...
热处理资讯
2022-03-30 10:32:31
553
标准化热电偶等级允许误差温度传感器铂电阻铜电阻

工业上热电偶主要用II级或者III级,大多数市面销售的热电偶产品多为II级或者III级,I级产品需要和生产厂家约定。城池热电偶精度等级达到了I,II级标准,特点是精度高、稳定性强、质...
热处理知识
2021-06-26 16:52:48
633
外热浴炉维护坩埚耐火泥炉膛硝盐炉燃料炉热电偶盐浴脱氧捞渣电阻丝砌体短路

坩埚突缘与炉面板之间的间隙应用耐火泥或石棉密封,以防熔盐流入炉膛。盐浴定期脱氧、捞渣、添加新盐。并清除炉膛内的氧化铁皮等污物,以防电阻丝短路烧毁。...


 皖公网安备 34012402000018号
皖公网安备 34012402000018号 工商网监
工商网监