整体预热器的制作
关键词:整体,预热器,制作,水槽,气密性,试压,退火,喷砂,预热,去毛刺,
整体预热器的制作
制造时,必须注意下列事项:
1、将管束骨架(不带两头的端头)进行点焊组立。
2、将组立好的骨架浸人水槽中,用0.2MPa的压缩空气对管束骨架的每根管子进行气密性试压。
3、管子骨架用箱式炉在800℃?850℃进行退火处理。
4、对管束骨架做喷砂处理。
5、采用干模、边冒口、底注水口、上箱留集气槽和管子内充填细炭粉的铸造工艺。
6、浇注前对管子骨架进行预热,浇注铁水时先快后慢,控制铁水温度在1350℃。
7、浇注成的预热器本体,经清理及去毛刺后,套上两端板,采用连续不透气焊缝焊接;
8、涂煤油后打压经20min?30min,检查焊缝 是否渗漏。
9、在水槽中用0.2MPa的压缩空气对预热器本体的每排管子检验气密性,泄漏处应补焊或堵死。
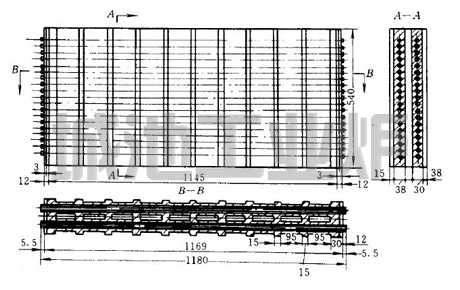
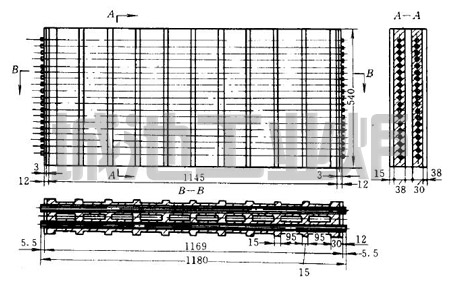
整体预热器
对铸造本体的技术要求如下:
1、铸造半径、斜度和厚度公差均按工厂中的平均精度标准铸造。
2、排烟孔四周应光滑,必须清除毛剌与不均匀的地方。
3、铸件允许有不产生裸露管面、直径不超过10mm与深度不超过3mm的砂眼,超过上述尺寸的砂眼,应予补焊。
4、管子泄漏无法补焊者可堵死,但一般不得超过管子总数的10%。
5、最后以20kPa压力进行气密性试验,每小时下降少于I5OPa压力为合格。
整体预热器的制作:https://www.chenchr.com/preheater_product_make.html









城池工业炉
工业炉导航


联系信息
+(86) 0551-8776 6627
+(86) 138 6612 6226
hfchengchi@163.com
安徽·合肥·庐江·军二中路17号
www.chengchi.net
 皖公网安备 34012402000018号
皖公网安备 34012402000018号 工商网监
工商网监