热处理
2025-05-11 19:03:28
438
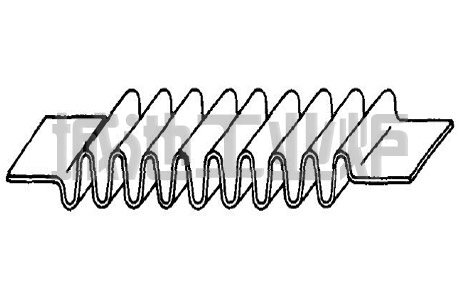
合金元件电阻丝电阻带电阻板螺旋波纹三角形电热元件

合金元件的制造过程基本上包括电阻丝带的绕制或弯曲、焊接和安装。为了提高电阻板的抗渗碳能 力,往往还必须涂釉。合金元件的结构是多种多样的,最常见的是电阻丝制成螺旋形,...
热处理
2025-05-12 10:50:59
353
电阻板煨制变形弯曲裂纹电阻热应力引出棒回火冷却出坑加热元件电热
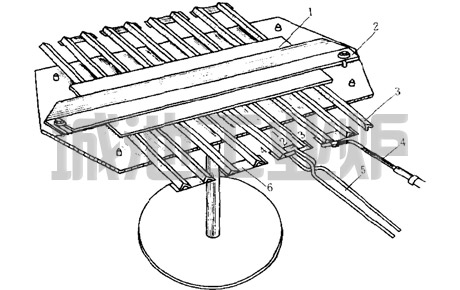
电阻板的热煨如对某连续式电加热无罐炉使用的厚4mm,宽200mm电阻板,难以进行弯曲,必须热煨。电阻板应是直形带状,交货时不允许卷成盘状。因为盘状电阻板在煨制前很难平直,而且...
热处理
2025-05-12 10:50:59
462
引出棒断面积元件温度电阻丝搭焊载流量直径镀铜镀锡渗铝导电性
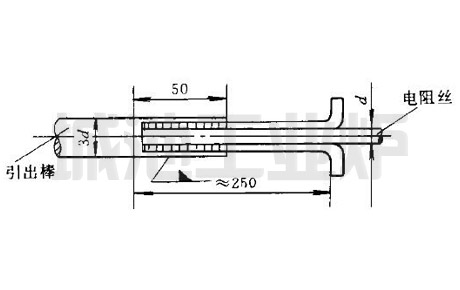
引出棒的断面积要大于或等于元件断面积的3倍,以降低引出棒温度、减少热量损失和便于连接电源线。焊接面积应大于元件断面积。一般引出棒直径的选用见表。...
热处理
2025-05-12 10:50:59
427
工业电炉合金元件电热电炉电阻丝引出棒绕制铣槽焊钻孔焊搭焊铁铬铝焊接
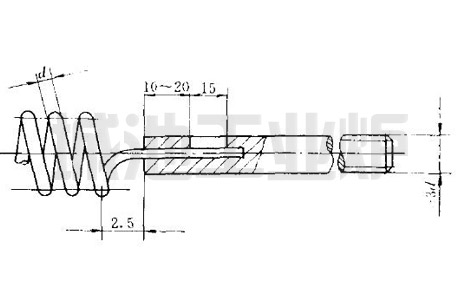
工业电炉电阻丝与引出棒的连接有:绕制法:按引出棒的螺纹底径绕成螺旋,再顺着引出棒螺纹旋进去。它适用于丝径d<0.3mm。铣槽冷压法:在引出棒上铣一个槽口,槽宽为1.5d,将螺旋...
热处理
2025-05-12 10:50:42
328
镍铬合金元件焊接铁铬铝电阻丝气焊裂纹烧损夹渣变形角焊电炉丝
镍铬合金的焊接性能比铁铬铝为好,一般采用气焊,镍铬电阻丝作焊丝。气焊的关键与焊接铁铬铝时一样,是要掌握好火焰和温度。气焊时宜采用中性焰或轻微碳化焰,因为碳化焰会产...
热处理
2025-05-12 10:50:42
499
铁铬铝电热元件焊接电炉丝电阻丝铁素体晶粒氩弧焊铁铬铝焊条气焊不锈钢脱碳电热合金铁铬铝元件高温

铁铬铝合金的金相组织是单相铁素体,在高温焊接后,焊口附近由于受髙温而晶粒粗大,塑性降低,容易脆断,这一情况无法用热处理方法恢复。在焊接时要求快速焊接,以防止过热并...
热处理
2025-05-12 10:50:42
437
电炉丝电阻带焊接缺陷合金元件焊缝焊肉夹渣气孔焊不透烧坏裂纹咬肉
合金元件(电炉丝、电阻带)焊接良好的焊缝应该是焊肉饱满,平整光滑,没有夹渣、气孔和焊不透现象。凡是焊缝截面减小,势必增加电阻,引起应力集中,使接头强度降低,造成元...
热处理资讯
2024-05-19 21:36:38
620
城池商标炉子工业炉商标证书干燥装置炉用配件加热元件水冷供暖庐江县城池工业炉厂
随着城池工业炉业务规模的递增及业务范畴的扩大,我厂知名度也有了显著的提高。面向公司未来发展,一方面需要继续坚持做好技术创新、质量管理和销售服务的工作;另一方面也要...
热处理知识
2025-03-16 15:27:46
633
电热元件过热接头电热电阻电气接头散热过热损坏电阻丝电热丝热处理加热元件

电热元件接头非正常性过热损坏[故障现象] 引出线烧断、压接螺拴及螺母烧熔锈蚀等电热元件的电气连接头,非正常性过热损坏,造成电加热设备不能正常工作。[故陈原因分析与排除...
热处理知识
2025-03-16 15:27:46
616
电热元件加热元件铁铬铝镍铬带状电热元件线状电热元件电热带电热丝电阻带电阻丝电炉丝电炉带搭焊钻孔焊引出棒绝缘子铣槽焊热处理电弧焊氩弧焊氧乙炔焊电炉工业炉
电热元件之间、电热元件与引出棒之间用焊接方法连接;引出棒与金属炉架之间用连接装置连接;引出棒与电缆之间则通过接线板连接。铁铬铝合金为单相铁基固溶体组织,焊接时会使...


 皖公网安备 34012402000018号
皖公网安备 34012402000018号 工商网监
工商网监