热处理
2016-04-27 10:38:00
431
合金元件电阻丝电阻带电阻板螺旋波纹三角形电热元件

合金元件的制造过程基本上包括电阻丝带的绕制或弯曲、焊接和安装。为了提高电阻板的抗渗碳能 力,往往还必须涂釉。合金元件的结构是多种多样的,最常见的是电阻丝制成螺旋形,...
热处理
2016-04-30 10:39:00
418
电阻丝电炉丝螺旋材料螺径节距螺旋直径铁铬铝镍铬直径绕丝
绕制前要检査电阻丝的材质、直径和电阻值是否符合图样要求,表面不能有裂纹、锈蚀等缺陷。电阻丝的绕制分手工绕制、夹具绕制和机器自动绕制3种。1、手工绕制当绕制直径的电阻丝...
热处理
2016-05-04 10:40:00
337
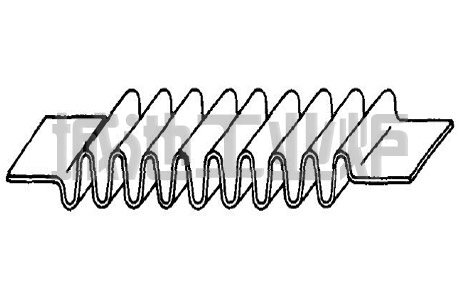
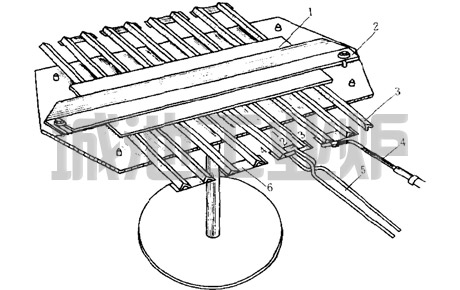
电阻带弯制波纹形三角形夹具热弯变形敲正冲制退火箱式电阻炉三角带脱模裂纹压偏
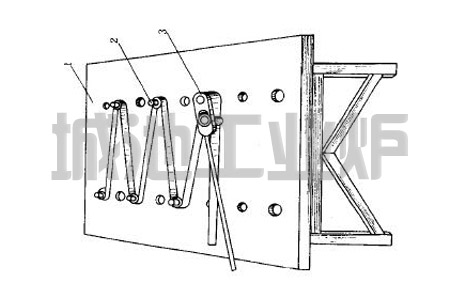
电阻带使用时多半弯制成波纹形电阻带,但当电炉功率较大时,则可制成三角形电阻带。波纹形电阻带的弯制:波纹形电阻带的弯制是在专用夹具上进行的。弯制专用夹具由工作台、定...
热处理
2016-05-11 10:42:00
344
电阻板煨制变形弯曲裂纹电阻热应力引出棒回火冷却出坑加热元件电热
电阻板的热煨如对某连续式电加热无罐炉使用的厚4mm,宽200mm电阻板,难以进行弯曲,必须热煨。电阻板应是直形带状,交货时不允许卷成盘状。因为盘状电阻板在煨制前很难平直,而且...
热处理
2016-05-17 10:43:00
456
引出棒断面积元件温度电阻丝搭焊载流量直径镀铜镀锡渗铝导电性
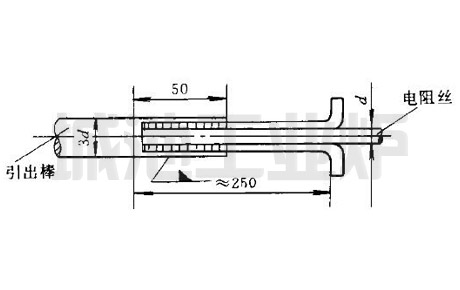
引出棒的断面积要大于或等于元件断面积的3倍,以降低引出棒温度、减少热量损失和便于连接电源线。焊接面积应大于元件断面积。一般引出棒直径的选用见表。...
热处理
2016-05-19 10:44:00
420
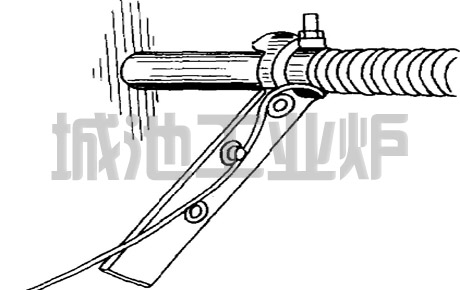
工业电炉合金元件电热电炉电阻丝引出棒绕制铣槽焊钻孔焊搭焊铁铬铝焊接
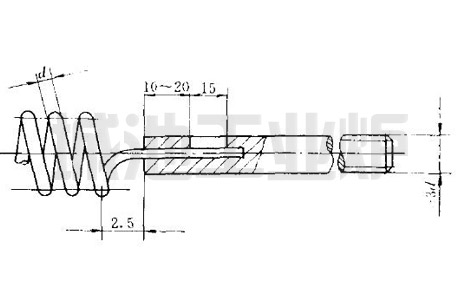
工业电炉电阻丝与引出棒的连接有:绕制法:按引出棒的螺纹底径绕成螺旋,再顺着引出棒螺纹旋进去。它适用于丝径d<0.3mm。铣槽冷压法:在引出棒上铣一个槽口,槽宽为1.5d,将螺旋...
热处理
2016-05-28 10:46:00
309
镍铬合金元件焊接铁铬铝电阻丝气焊裂纹烧损夹渣变形角焊电炉丝
镍铬合金的焊接性能比铁铬铝为好,一般采用气焊,镍铬电阻丝作焊丝。气焊的关键与焊接铁铬铝时一样,是要掌握好火焰和温度。气焊时宜采用中性焰或轻微碳化焰,因为碳化焰会产...
热处理
2016-06-02 10:47:00
454
铁铬铝电热元件焊接电炉丝电阻丝铁素体晶粒氩弧焊铁铬铝焊条气焊不锈钢脱碳电热合金铁铬铝元件高温

铁铬铝合金的金相组织是单相铁素体,在高温焊接后,焊口附近由于受髙温而晶粒粗大,塑性降低,容易脆断,这一情况无法用热处理方法恢复。在焊接时要求快速焊接,以防止过热并...
热处理
2016-06-07 10:49:00
425
电炉丝电阻带焊接缺陷合金元件焊缝焊肉夹渣气孔焊不透烧坏裂纹咬肉
合金元件(电炉丝、电阻带)焊接良好的焊缝应该是焊肉饱满,平整光滑,没有夹渣、气孔和焊不透现象。凡是焊缝截面减小,势必增加电阻,引起应力集中,使接头强度降低,造成元...
热处理
2016-10-09 16:05:20
422
铁铬铝电阻板修理断裂裂缝渗碳应力焊透炉门炉内
电阻板在使用过程中损坏的主要原因是断裂, 开始时在板的两侧产生裂缝,逐渐向中间或另一侧蔓延扩大,最后断裂为两段。一般裂缝多呈横向。电阻板经渗碳后,焊补时在熔池周围铁水...


 皖公网安备 34012402000018号
皖公网安备 34012402000018号 工商网监
工商网监