镍铬合金元件的焊接
关键词:镍铬,合金元件,焊接,铁铬铝,电阻丝,气焊,裂纹,烧损,夹渣,变形,角焊,电炉丝,
镍铬合金元件的焊接
镍铬合金的焊接性能比铁铬铝为好,一般采用气焊,镍铬电阻丝作焊丝。气焊的关键与焊接铁铬铝时一样,是要掌握好火焰和温度。气焊时宜采用中性焰或轻微碳化焰,因为碳化焰会产生增碳作用,不但脆性增大,而且还容易产生裂纹;氧化焰会造成熔化金属的氧化和合金元素的烧损,致使焊缝产生气孔、 夹渣以及力学性能降低。
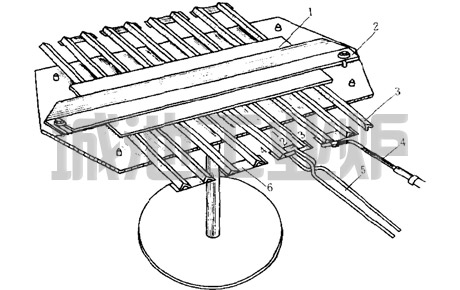
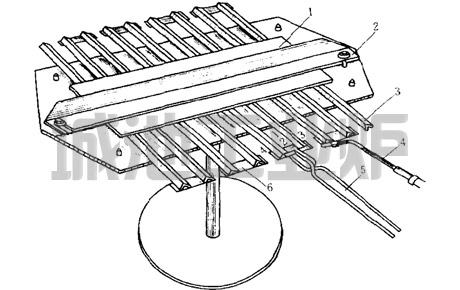
图 组装三角形电阻带用夹具
1—石棉板 2—压紧角钢 3—三角形电阻带 4—气焊嘴 5—丁字形钳 6—连接板
火焰体积要小,焰心要直,热量要集中,这样不仅便于操作,并能减少焊接接头的热影响区宽度和焊件变形。温度要掌握好,如温度过高,合金元素烧损多,容易出现夹渣、气孔,影响元件强度,甚至会引起连接板中间断裂;如温度过低,则加热时间就长,也易产生夹渣、气孔和焊不透的缺陷,结果电阻增加,缩短元件的使用寿命。
镍铬合金的焊缝为连续焊缝,其厚度应等于或大于元件的截面。
三角形电阻带的组装焊接是在专用夹具上进行的,操作时必须注意下列事项:
1、将三角带放上专用夹具,一头找齐,衬上石棉板后,压平压紧。
2、点焊全部连接板。连接板两端应长出1mm,以利焊接。
3、由于三角带和连接板的厚度不同,必须预热到700℃?800℃后方可焊接。
4、焊接连接板的顺序是先内侧后外侧,并由外向里焊,不然则易变形。
5、如三角带的两边高低不平,必须靠齐再焊。
6、焊接连接板时要顺序交叉进行,否则会产生扇状变形。
7、操作时采用平面角焊,倾斜角度约30%这样不仅操作方便,而且有利金属熔液流动焊牢。
8、焊后必须让其自然冷却,不能立即从夹具上取下,否则极易变形。
镍铬合金元件的焊接:https://www.chenchr.com/Ni_Cr_welding.html
上一篇:电热合金元件的连接方法,下一篇:铁铬铝合金电热元件的焊接
镍铬合金元件的焊接相关内容
-

改进电极与铜排的连接
-

扩大工业炉的均温区
-

改变电热元件的安装方法
-

采用精密铸件
-

改进耐热钢构件节能
-

比较几种淬火方法的优缺点
-

电阻炉微机自动温度控制失效的现象与后果
-

关于二次淬火的一些建议
-

感应炉的日常维护
-

理想淬火冷却速度
-

外热式浴炉的日常维护
-

烘炉操作
-

淬火油的选择方法
-

耐热钢构件的焊接
-
用盐水冷却有什么好处?
-

手工电弧焊焊接安全操作
-

等温成形的特点
-

QPQ热处理的优点
-
")
马氏体等温淬火(martempering)
-
")
分级淬火(Marquenehing)
-

淬火裂纹及分类
-

工业炉金属构架
-

纯金属电热元件
-

电热辐射管的安装
-

铜排的气焊
-

加强板的焊接
-

连续炉砌筑材料准备
-

电极的制作和安装
-

坩埚的焊制
-

光亮退火马弗炉缺陷分析及修复
-

修砌井式渗碳炉搁砖和耐火管
-
井式炉炉墙的维修砌筑
-

高低温实验电炉维修保养
-
齿轮渗碳热处理的变形控制
-

气氛与金属的化学反应
-

长轴氮化热处理
-

金属的塑性变形与再结晶
-

铝合金熔炼与浇注
-
二元合金的结构与结晶
-

辐射预热器的维修
-
针状预热器的维修
-

针状预热器针状管的制作技术条件
-
整体预热器的维修
-
电热辐射管的常见故障排除
-

电热辐射管的使用和维修
-

波折式电阻丝辐射管的制作
-

单螺旋式电阻丝辐射管的制作
-
电热辐射管的类型
-
辐射管耐火管心和隔板
-

石墨电极的消耗
-

硅钼棒的安装
-

炉底板的常见问题
-
电炉丝电阻带常见故障排除
-

电炉丝、电阻带的维护保养
-
合金元件的使用操作维护
-

工业电炉电热合金元件的热修
-

箱式电阻炉修理/维修/大修
-

铁铬铝电阻板的修理
-

铁铬铝电阻丝、电阻带的修理
-

镍铬电阻丝、电阻带的修理
-
合金元件的修理
-

电热元件表面负荷
-
合金元件使用寿命
-
合金元件的代用
-

合金元件的选用
-

合金元件的安装
-
焊接缺陷
-
铁铬铝合金电热元件的焊接
-

镍铬合金元件的焊接
-

电热合金元件的连接方法
-

引出棒
-
电阻板的煨制
-

电阻带的弯制
-

电阻丝的绕制
-
合金元件的结构
-

风扇的修理
-

炉罐的修理
-

料盘使用常见问题
-

盐浴炉坩埚
-

炉罐的常见问题
-

料盘
-

振底板
-
耐热钢精铸件
-

耐热钢铸件裂纹
-
耐热钢铸造缺陷分析
-
耐热钢铸造对构件结构设计的要求
-

链板式输送带的修理
-

炉门的修理
-

金属构架修理:常见故障排除
-
金属构架的修理
-

绍兴一机械厂淬火油槽起火 袍江消防半小时扑救
-

耐火纤维毡的铺设
-

锚固件的材料和布置
-
镍铬电炉丝
-

轴承热处理的发展历程
-

铬酸镧元件
-
电热合金
-

合金元件的最高使用温度
-
表面负荷
-
电热材料的分类和使用范围
-

模具钢热处理时开裂原因与预防
-
电热材料的要求
-

耐热钢的选用
-
模具钢材热处理淬火的方法及目的
-

耐热钢加工工艺性
-

耐热钢的高温强度
-

耐热钢高溫耐蚀性
-

工业炉配件储备
-

炉架及炉売
-
箱式电阻炉操作规程
-
渗碳炉安全操作规程
-
箱式电阻炉炉衬结构的改进
-
高温箱式电阻炉的日常保养及维护
-

热风发生器工作原理
-
箱式炉注意事项
-
辐射管加热器常见故障原因及排除方法
-
铁铬铝电炉丝主要技术性能
-
电热元件的连接
-

电焊工安全操作注意事项
-

退火的定义及退火的分类
-
电热元件接头非正常性过热损坏
-

电炉
-
渗碳炉炉罐的使用与保养
-
淬火工艺应用
-
热处理中变形的预防
-

淬火缺陷、原因及预防
-

热处理常见问题及危害
-

台车炉使用注意事项
-
改进电极与铜排的连接
-
扩大工业炉的均温区
-
改变电热元件的安装方法
-
采用精密铸件
-
改进耐热钢构件节能
-
比较几种淬火方法的优缺点
-
电阻炉微机自动温度控制失效的现象与后果
-
关于二次淬火的一些建议
-
感应炉的日常维护
-
理想淬火冷却速度
-
外热式浴炉的日常维护
-
烘炉操作
-
淬火油的选择方法
-
耐热钢构件的焊接
-
用盐水冷却有什么好处?
-
手工电弧焊焊接安全操作
-
等温成形的特点
-
QPQ热处理的优点
-
马氏体等温淬火(martempering)
-
分级淬火(Marquenehing)
-
淬火裂纹及分类
-
工业炉金属构架
-
纯金属电热元件
-
电热辐射管的安装
-
铜排的气焊
-
加强板的焊接
-
连续炉砌筑材料准备
-
电极的制作和安装
-
坩埚的焊制
-
光亮退火马弗炉缺陷分析及修复
-
修砌井式渗碳炉搁砖和耐火管
-
井式炉炉墙的维修砌筑
-
高低温实验电炉维修保养
-
齿轮渗碳热处理的变形控制
-
气氛与金属的化学反应
-
长轴氮化热处理
-
金属的塑性变形与再结晶
-
铝合金熔炼与浇注
-
二元合金的结构与结晶
-
辐射预热器的维修
-
针状预热器的维修
-
针状预热器针状管的制作技术条件
-
整体预热器的维修
-
电热辐射管的常见故障排除
-
电热辐射管的使用和维修
-
波折式电阻丝辐射管的制作
-
单螺旋式电阻丝辐射管的制作
-
电热辐射管的类型
-
辐射管耐火管心和隔板
-
石墨电极的消耗
-
硅钼棒的安装
-
炉底板的常见问题
-
电炉丝电阻带常见故障排除
-
电炉丝、电阻带的维护保养
-
合金元件的使用操作维护
-
工业电炉电热合金元件的热修
-
箱式电阻炉修理/维修/大修
-
铁铬铝电阻板的修理
-
铁铬铝电阻丝、电阻带的修理
-
镍铬电阻丝、电阻带的修理
-
合金元件的修理
-
电热元件表面负荷
-
合金元件使用寿命
-
合金元件的代用
-
合金元件的选用
-
合金元件的安装
-
焊接缺陷
-
铁铬铝合金电热元件的焊接
-
镍铬合金元件的焊接
-
电热合金元件的连接方法
-
引出棒
-
电阻板的煨制
-
电阻带的弯制
-
电阻丝的绕制
-
合金元件的结构
-
风扇的修理
-
炉罐的修理
-
料盘使用常见问题
-
盐浴炉坩埚
-
炉罐的常见问题
-
料盘
-
振底板
-
耐热钢精铸件
-
耐热钢铸件裂纹
-
耐热钢铸造缺陷分析
-
耐热钢铸造对构件结构设计的要求
-
链板式输送带的修理
-
炉门的修理
-
金属构架修理:常见故障排除
-
金属构架的修理
-
绍兴一机械厂淬火油槽起火 袍江消防半小时扑救
-
耐火纤维毡的铺设
-
锚固件的材料和布置
-
镍铬电炉丝
-
轴承热处理的发展历程
-
铬酸镧元件
-
电热合金
-
合金元件的最高使用温度
-
表面负荷
-
电热材料的分类和使用范围
-
模具钢热处理时开裂原因与预防
-
电热材料的要求
-
耐热钢的选用
-
模具钢材热处理淬火的方法及目的
-
耐热钢加工工艺性
-
耐热钢的高温强度
-
耐热钢高溫耐蚀性
-
工业炉配件储备
-
炉架及炉売
-
箱式电阻炉操作规程
-
渗碳炉安全操作规程
-
箱式电阻炉炉衬结构的改进
-
高温箱式电阻炉的日常保养及维护
-
热风发生器工作原理
-
箱式炉注意事项
-
辐射管加热器常见故障原因及排除方法
-
铁铬铝电炉丝主要技术性能
-
电热元件的连接
-
电焊工安全操作注意事项
-
退火的定义及退火的分类
-
电热元件接头非正常性过热损坏
-
电炉
-
渗碳炉炉罐的使用与保养
-
淬火工艺应用
-
热处理中变形的预防
-
淬火缺陷、原因及预防
-
热处理常见问题及危害
-
台车炉使用注意事项
城池工业炉
工业炉导航


联系信息
+(86) 0551-8776 6627
+(86) 138 6612 6226
hfchengchi@163.com
安徽·合肥·庐江·军二中路17号
www.chengchi.net
 皖公网安备 34012402000018号
皖公网安备 34012402000018号 工商网监
工商网监